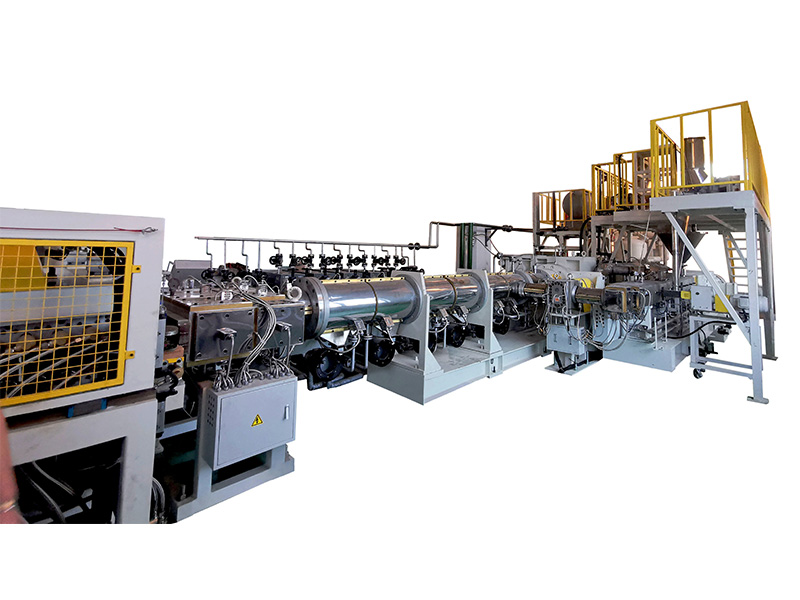
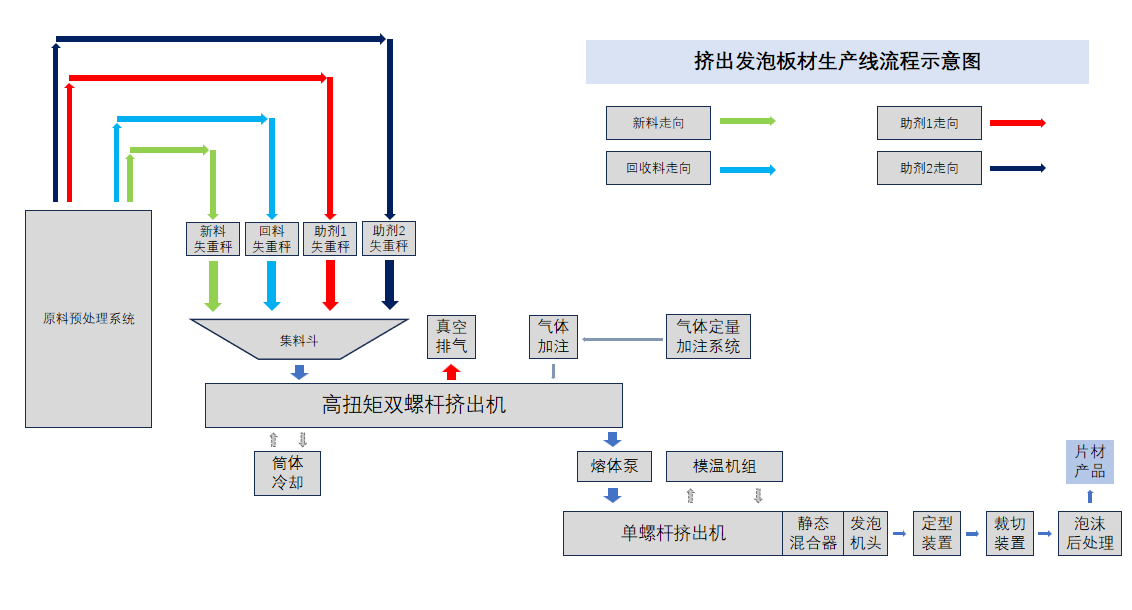
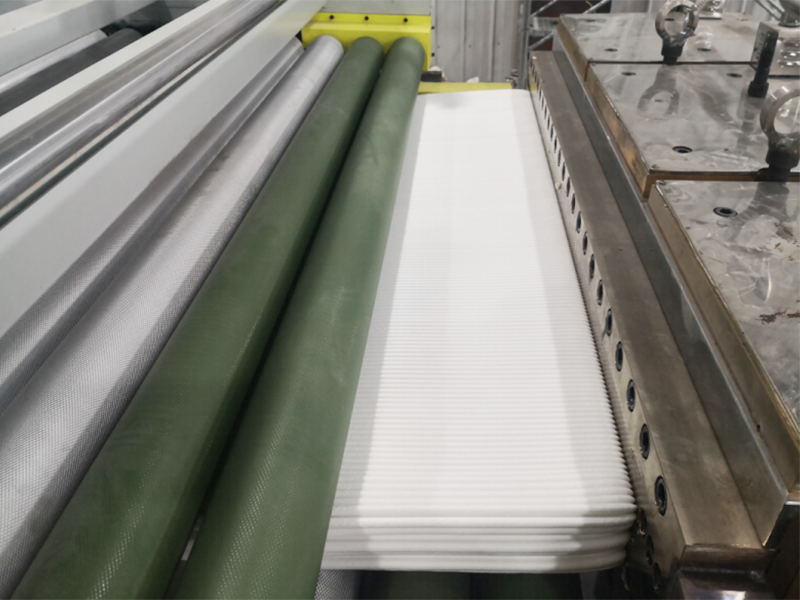
首页 > 挤出发泡成套系统 > 挤出发泡板材生产线 挤出发泡板材生产线 挤出发泡片材生产线 连续挤出珠粒发泡生产线 挤出发泡板材生产线 本生产线由上料系统、除湿干燥系统、计量系统、双螺杆挤出机、真空排气系统、发泡气体加注系统、熔体泵、单螺杆挤出机、发泡模具、泡沫成型系统、冷却系统、牵引系统和泡沫收集系统组成。 挤出发泡板材生产线工艺流程图 技术参数 型号 CBF-20 CBF-50 CBF-100 CBF-150 CBF-300 CBF-600 生产能力 ~20kg/h ~50kg/h ~100kg/h ~150kg/h ~300kg/h ~600kg/h 发泡倍率 2~30(可调) 工作原理 各组分物料分别通过真空上料系统输送至对应的除湿干燥塔,干燥塔通过料位传感器控制上料量。干燥塔内干燥的热空气从下向上穿透塔内的物料,带走物料中的水分,除湿干燥后的各组分物料经过渡料仓冷却后,通过失重秤按照设定的比例喂给双螺杆挤出机。双螺杆挤出机将物料熔融塑化,真空排气系统抽出剩余的气体和挥发物,然后混合均匀的物料在双螺杆中定量注入各种发泡气体。含有发泡气体的高压熔体经过熔体泵输送至单螺杆挤出机中,发泡气体在这一过程达到超临界状态并溶于树脂形成均相熔体。该均相熔体经过单螺杆挤出机冷却并输送至发泡模具,经过厚板模具挤出后发生相分离并快速发泡膨胀,形成气相和固相,进入多对辊组进行表面冷却定型,然后在牵引系统的牵引下经过冷却托架自然冷却。初步冷却后的连续厚板经过横切系统分切成指定长度的板材,板材进入翻转架进一步冷却,然后经码垛系统收集堆放。整套系统采用全智能化控制,生产过程只需要调整原料配比、注气量、工艺参数、牵引速度以及更换不同类型口模,就可生产不同密度、不同厚度的发泡板材。 TSH95-SE250 PET挤出发泡板材生产线 TSH52-SE120 PET挤出发泡板材生产线 联系我们的专家 郎俊杰:18951079880 杨文飞:18951079872 姓名 电话 邮箱 您的留言 立即发送